

TUBE BENDING MACHINES: criticalities in tube bending
When choosing the right Memoli tube bending machine for your needs, there are some critical factors to be aware of and consider, such as:
- Tube diameter
- Tube wall thickness
- Bending radius
The ratio between these factors will tell us whether we should use a tube bender without mandrel or a tube bender with mandrel and the related tools.
The critical factors we have mentioned are already covered in this article: https://www.memoli.it/elementi-di-base-per-la-curvatura-di-un-tubo/
Let us now look at the basic defects that can be encountered while bending a tube when the above data are not considered in the correct way.
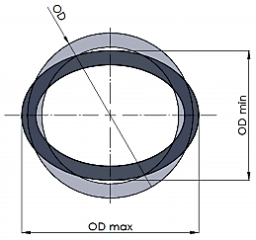
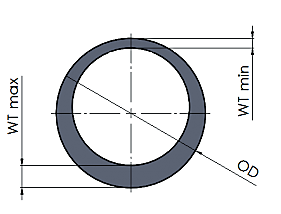
DEFORMATION OF THE CROSS- SECTION OF THE TUBE
Flattening of the tube cross-section is caused by the distribution forces along the bend and can be greatly reduced by using the appropriate internal insert (mandrel) and setting it up correctly in tube bending machines with mandrel or in bending machines without mandrel, by increasing the bending radius or tube wall thickness.
Deformation can be monitored using the ovality coefficient:
CORRUGATION OF THE TUBE INNER WALL
This is where wall stability is lost on the inner radius of the bend due to the pressure forces caused during bending.
On tube bending machines with mandrel, the reduction or limitation of internal corrugation can be achieved by correctly setting the position of the mandrel and wiper, if necessary.
In tube bending machines without mandrel, the bending radius or the thickness of the tube itself must be increased.
THINNING OF THE OUTER WALL
Wall thinning on the outer side of the bend radius occurs naturally when bending pipes.
However, it is possible to greatly reduce the amount of thinning on the outer wall by selecting the right choice of tools and configuring them correctly.
In order to reduce wall thinning it is very effective to use a so-called “Booster”, which is essentially just extra pressure that pushes the pipe in the direction of the bend and reduces the tension on the inside diameter of the bend.
There are many other factors that can lead to wall thinning during a bend.
The parameters of tube bending are crucial (diameter, bending radius, thickness), but there is also a significant impact from the tools and the way they are set up. The materials of the pipe and the equipment used should also be considered.
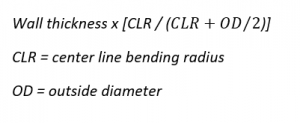
The calculation of wall thickness on the outer radius for bending depends on many relationships. Basically, all of them are only theoretical and disregard external influences. An example of one of these is here following:
SPRINGBACK
A common problem is the variation of the radius and angle of curvature after the end of the process, due to springback.
It is obviously necessary to differentiate between angular and radial springback.
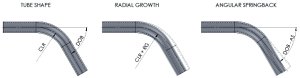
Angular springback
When the pipe is released from the tools, it moves back a few degrees in the direction of the bend, as shown above. It will then be necessary to set a greater bending angle on our tube bender than desired (so called “overbending”).
Radial springback
Another effect of springback is its radial component, i.e. the increase in the bending radius in relation to the actual radius of the tool. This mainly occurs with relatively large radii (“bending D diameter > 4”) and with particularly rigid materials. In these cases it is necessary to reduce the tool radius in order to obtain the required shape after bending.
Now that you are aware of the critical issues that can be encountered during the tube bending process, discover the Memoli tube bending range, ready to solve any problem and meet your needs!
Find more about this machine and and on our production over here.