

TUBE BENDING MACHINE: basic elements for bending square and rectangular tubes
TUBE BENDING MACHINE: basic elements for bending square and rectangular tubes
To optimally bend a square or rectangular tube, it is necessary to carefully study its physical dimensions and characteristics, including the sense of curvature.
There are two directions of curvature: easyway and hardway.
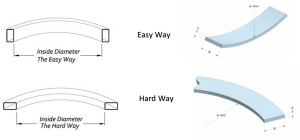
In easyway bending, the greater the difference between the sides of the tube (for example, a 50 x 20 mm section has a greater difference than a 30 x 20 mm section), the greater the deformation or concavity on the inside and outside of the bending.
Hardway bending requires more effort to the pipe bending machine, but with the same thickness, the deformation of the bent pipe will be less than easyway bending.
When a rectangular tube is bent, the material often has less deformation if it is bent in the hardway direction. Concavity is less problematic on thicker-walled materials.
How can we bend square and rectangular tubes?
There are 3 different types of equipment with which we can bend these tubes:
- Standard tool with tube bending machine without mandrel.
- So-called “Canadian Bending” equipment, always performed with tube bending machine without mandrel.
- Bending with mandrel tube bending machine.
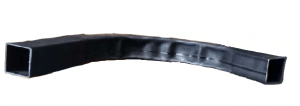
The standard equipment without mandrel is the simplest one, but it implies the risk of the tube deformation and wrinkles that appear internally to the tube.
In this picture we can see a bent tube without mandrel with a standard tool.
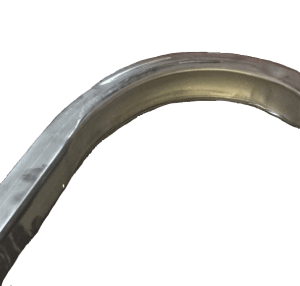
The mandreless tube bending machine with “Canadian Bend” equipment allow to have a better result by homogeneously controlling the internal deformation of the tube.
In this photo we can see a bent tube with the so-called “Canadian Bend”.
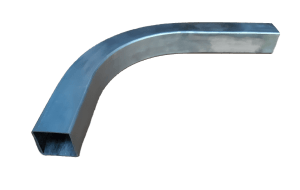
If a tube finish without deformation is required, the only possible solution is to use a tube bending machine with mandrel.
The result will be significantly better, as can be seen.
Factors influencing the bending process
Various measures can facilitate the bending of square or rectangular tubes and reduce the amount of deformation in the bent sections:
- Wall thickness
The bending of square or rectangular tubes involves the elongation of the outer diameter (OD) of the bend and the compression of its ID. As a result, a thicker wall thickness allows a tighter bending radius and greater material extensibility with less deformation.
- Bending method
This is a key factor in deformation control. A correctly chosen procedure can help to produce consistent tolerances and precise parts.
- Material dimensions
A material of considerable size bent with a narrow radius will have a greater chance of deforming than a smaller material bent with a larger radius. Design and planning are necessary to help solve bending problems before they occur.
- Tools
After the parts have been designed, the bending method has been chosen, and the procedures for bending to the correct tolerances have been established, the machine must be equipped with the appropriate tool. Depending on the design conditions, the tools that can be used include the die type, tube clamping system, tracking slide, core and tile. All or some of these tools may be required.
- Internal and external lubricant
Lubricant reduces friction between the tool and the material to be bent. When friction is reduced, material flows smoothly through the bending tool, allowing the machine to perform its designed operation efficiently.
To find the best solution for your needs take a look at our catalog (CLICK HERE)