

Rohrbiegemaschine: Grundelemente für das Biegen von Vierkant- und Kastenrohren
Um ein Vierkant- oder Kastenrohr optimal biegen zu können, muss man seine physikalischen Abmessungen und Eigenschaften, einschließlich der Biegerichtung, genau studieren.
Es gibt nämlich zwei Richtungen der Biegung: die leichte (easyway) und die schwere (hardway).
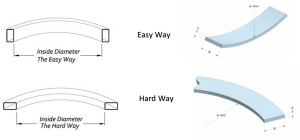
Bei der Biegung “Easy Way”: je größer der Unterschied zwischen den Seiten des Rohres ist (z. B. ist der Unterschied bei einem Abschnitt von 50 x 20 mm größer als bei einem Abschnitt von 30 x 20 mm), desto größer ist die Verformung oder Konkavität an der Innen- und Außenseite der Biegung.
Bei der Biegung “Hard Way”: hartes Biegen erfordert einen höheren Kraftaufwand für die Rohrbiegemaschine, aber bei gleicher Dicke ist die Verformung des gebogenen Rohres geringer als beim einfachen Biegen.
Wenn ein Kastenrohr gebogen wird, verformt sich das Material oft weniger, wenn es in die harte Richtung gebogen wird. Konkavität ist bei dickwandigeren Materialien weniger ein Problem.
Wie können wir quadratische und rechteckige Rohre biegen?
Es gibt 3 verschiedene Arten von Werkzeugen, mit denen wir diese Rohre biegen können:
- Standardausrüstung mit dornloser Rohrbiegemaschine
- Sogenannte „Canadian Bend“-Ausrüstungen werden immer mit dornlosen Rohrbiegemaschinen hergestellt.
- Biegen mit einer Rohrbiegemaschine mit Dorn.
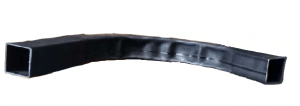
Die Standardausrüstung ohne Dorn ist am einfachsten, birgt aber das Risiko, dass sich das Rohr ungleichmäßig verformt.
In diesem Bild ist ein Rohr zu sehen, das ohne Dorn mit einem Standardwerkzeug gebogen wurde:
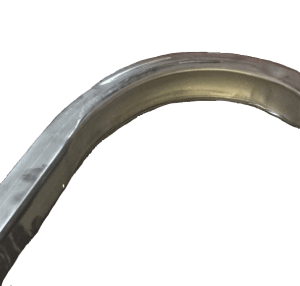
Die Rohrbiegemaschinen ohne Dorn mit „Canadian Bend“-Ausrüstung ermöglichen dagegen ein besseres Ergebnis durch eine gleichmäßige Kontrolle der inneren Verformung des Rohres.
In diesem Bild ist ein Rohr zu sehen, das mit der sogenannten „kanadischen Kurve“ gebogen wurde.
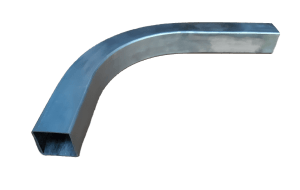
Ist dagegen eine verformungsfreie Rohrbearbeitung erforderlich, so ist die einzige mögliche Lösung der Einsatz einer Rohrbiegemaschine mit Dorn.
Wie man hier sehen kann, wird das Ergebnis viel besser sein.
Faktoren, die den Biegeprozess beeinflussen
Verschiedene Maßnahmen können das Biegen von quadratischem oder rechteckigem Material erleichtern und die Verformung der gebogenen Abschnitte verringern:
- Die Wandstärke
Beim Biegen von quadratischem oder rechteckigem Material wird der Außendurchmesser (OD) der Biegung gedehnt und der Innendurchmesser (ID) gestaucht. Folglich ermöglicht eine dickere Wandstärke einen engeren Biegungsradius und eine größere Dehnbarkeit des Materials mit geringerer Verformung.
- Das Biegenverfahren
Dies ist ein Schlüsselfaktor für die Kontrolle der Verformung. Ein richtig gewähltes Verfahren kann dazu beitragen, konstante Toleranzen und genaue Teile zu produzieren.
- Die Materialabmessungen
Ein großes Material, das mit einem engen Radius gebogen wird, kann sich eher verformen als ein kleineres Material, das mit einem größeren Radius gebogen wird. Entwurf und Planung sind notwendig, um Biegeprobleme zu lösen, bevor sie auftreten.
- Die Werkzeuge
Nachdem die Teile entworfen, die Biegemethode gewählt und die Verfahren zum Biegen mit den richtigen Toleranzen festgelegt worden sind, muss die Maschine mit dem entsprechenden Werkzeug ausgestattet werden. Abhängig von den Konstruktionsbedingungen können folgende Werkzeuge verwendet werden: Werkzeugtyp, Rohrspannsystem, Führungsschlitten, Dorn und “Wiper Die” (eine Sonderplanke gegen Falten). Alle oder einige dieser Werkzeuge können erforderlich sein.
- Das interne und externe Schmiermittel
Schmiermittel verringern die Reibung zwischen dem Werkzeug und dem zu biegenden Material. Wenn die Reibung verringert wird, fließt das Material reibungslos durch die Biegevorrichtung, so dass die Maschine ihre vorgesehene Funktion effizient erfüllen kann.
Um die beste Lösung für Ihre Bedürfnisse zu finden, werfen Sie einen Blick in unseren Katalog (HIER KLICKEN).